Rappel Physique, introduction:
Le contrôle non destructif par ultrasons du serrage d’un goujon est réalisé en s’appuyant sur les principes physiques liés à la déformation des matériaux et le parcours des ondes ultrasonores dans la matière.
L’effort d’allongement d’un goujon est situé dans le domaine élastique donné par la matière du goujon.
Ainsi, grâce au module de Young, une relation proportionnelle est utilisée pour lier l’effort et l’allongement.
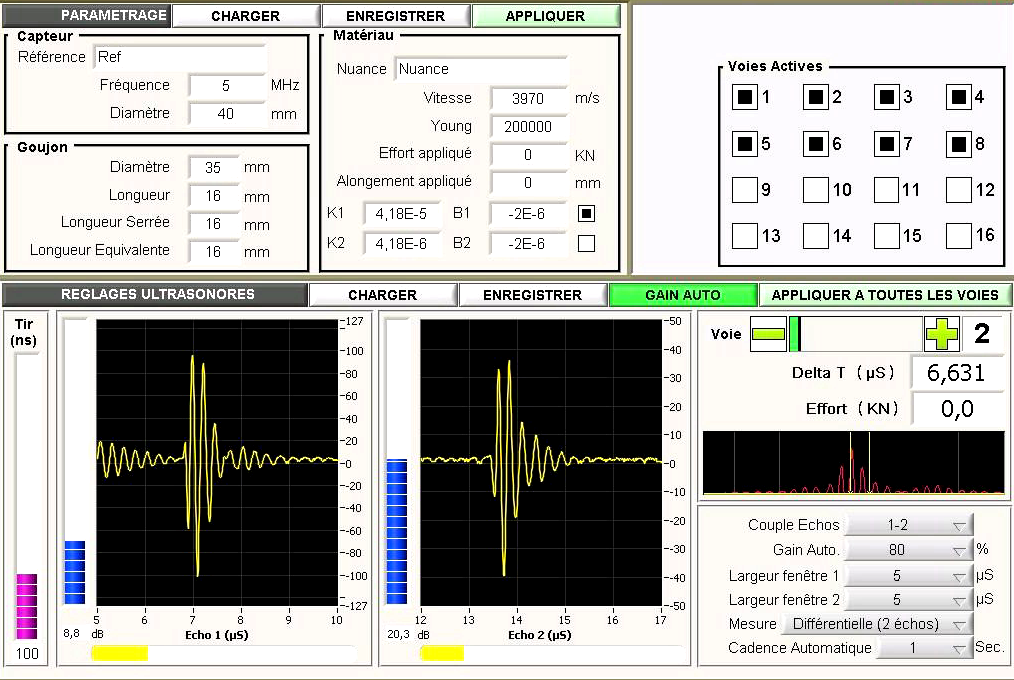
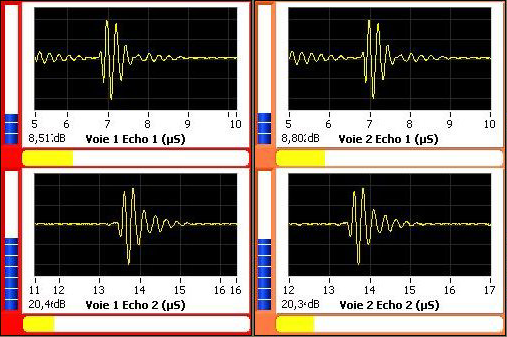
Le transducteur émet une onde ultrasonore sous l’effet de l’impulsion générée par l’appareil et capte l’onde de retour réfléchie par le fond de la vis.
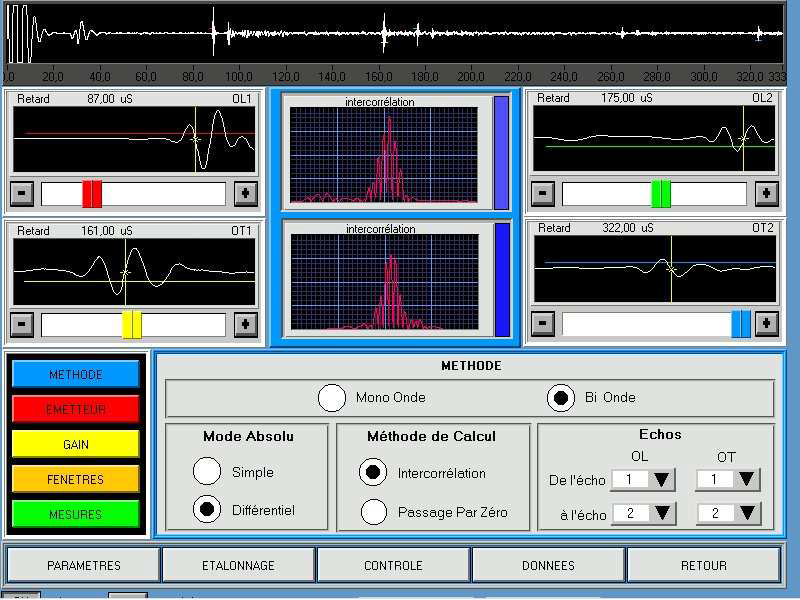
Plusieurs méthodes de mesures du temps de vol sont réalisées.
Méthode de serrage par ondes longitudinales et transversales.
Méthode de calcul par inter corrélation ou passage par zéro.
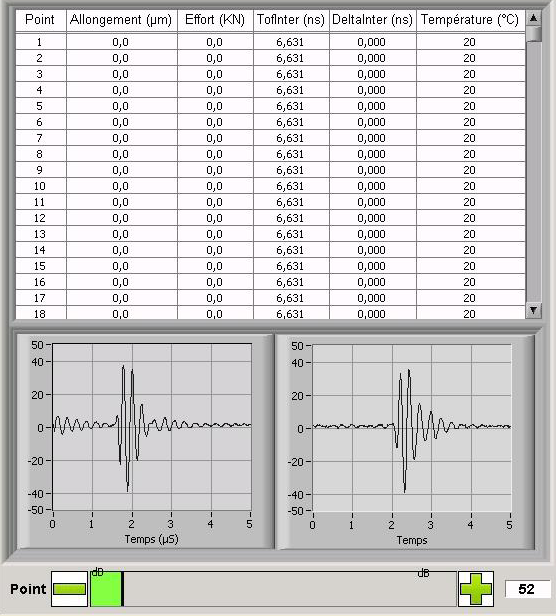
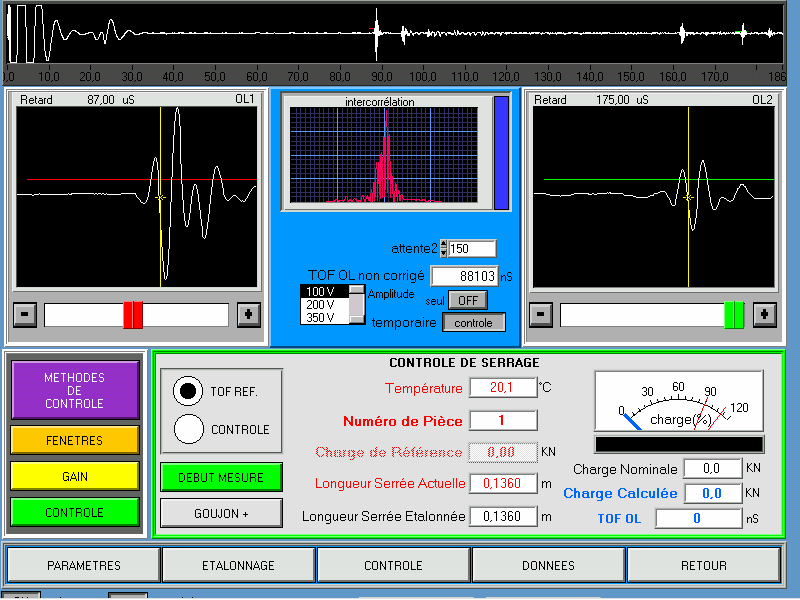
Enregistrement des temps de vol pendant le serrage.
Contrôle de serrage existant.
Un indicateur en forme de jauge à aiguille permet de contrôler visuellement et rapidement l’état de serrage du goujon.
Le contrôle dure quelques secondes par goujon.
La mesure de la température est pris en compte dans les calculs et algorithmes de mesures.
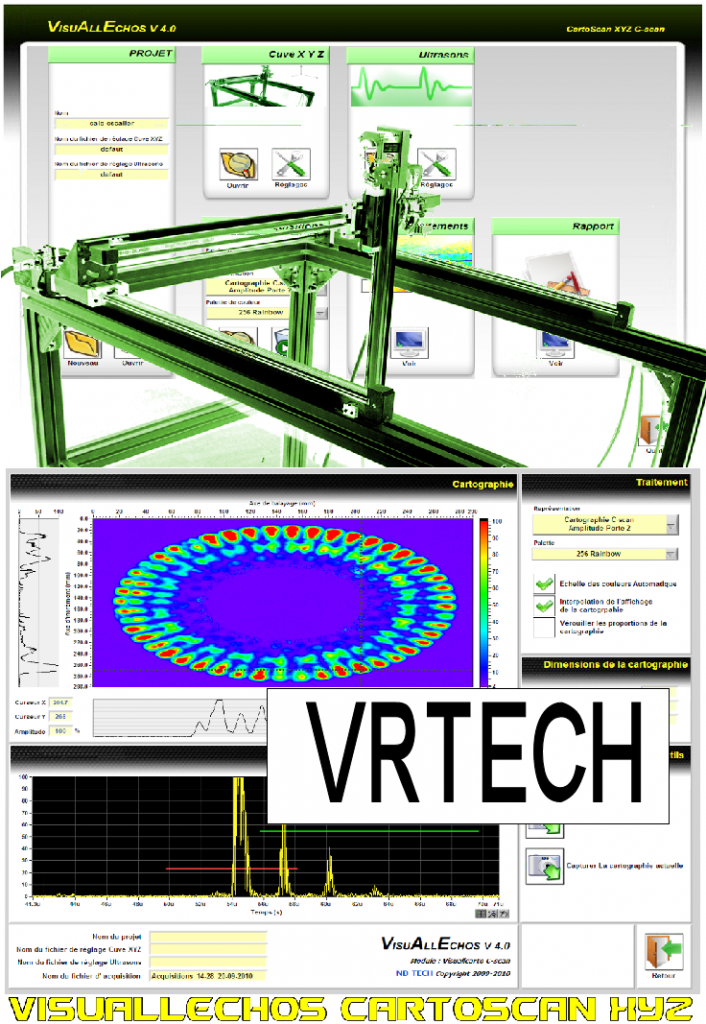
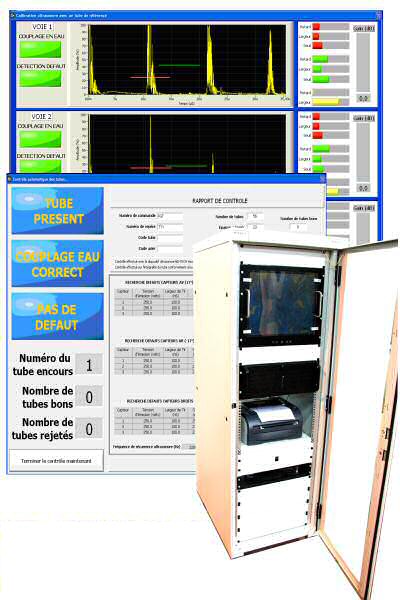
Une analyse des données enregistrées ( numéro de contrôle et goujon, mesure de référence, mesure effectuée, écart, etc.) est exportable au format pdf et xls.
Un capteur aimanté intégrant une sonde de température est préconisé pour effectuer des contrôles de qualité.
Le logiciel est développé avec Labview, il peut être adapté, personnalisé et intégré dans un procédé existant.